Технология производства керамзита — Как производят керамзит
Технология производства керамзита и сущность технологического процесса производства состоит в обжиге глиняных гранул по оптимальному режиму.
Для вспучивания глиняной гранулы нужно, чтобы активное газовыделение совпало по времени с переходом глины в пиропластическое состояние.
Между тем, в обычных условиях газообразование при обжиге глин происходит в основном при более низких температурах, чем их пиропластическое размягчение.
Например, температура диссоциации карбоната магния — до 600°С, карбоната кальция — до 950 °С, дегидратация глинистых минералов происходит в основном при температуре до 800 °С. А выгорание органических примесей еще ранее, реакции восстановления окислов железа развиваются при температуре порядка 900 °С, тогда как в пиропластическое состояние глины переходят при температурах, как правило, выше 1100 °С.
Схема вращающейся печи для производства керамзита:
1—загрузка сырцовых гранул; 2— вращающаяся печь; 3— форсунка; 4— вспученный керамзитовый гравий; 5—поток горячих газов
В связи с этим при обжиге сырцовых гранул в производстве керамзита необходим быстрый подъем температуры. Так как при медленном обжиге значительная часть газов выходит из глины до ее размягчения и в результате получаются сравнительно плотные маловспученные гранулы. Но чтобы быстро нагреть гранулу до температуры вспучивания, ее сначала нужно подготовить, т. е. высушить и подогреть. В данном случае интенсифицировать процесс нельзя. Так как при слишком быстром нагреве в результате усадочных и температурных деформаций, а также быстрого парообразования гранулы могут потрескаться или разрушиться (взорваться).
Так как при медленном обжиге значительная часть газов выходит из глины до ее размягчения и в результате получаются сравнительно плотные маловспученные гранулы. Но чтобы быстро нагреть гранулу до температуры вспучивания, ее сначала нужно подготовить, т. е. высушить и подогреть. В данном случае интенсифицировать процесс нельзя. Так как при слишком быстром нагреве в результате усадочных и температурных деформаций, а также быстрого парообразования гранулы могут потрескаться или разрушиться (взорваться).
Оптимальным считается ступенчатый режим термообработки по С. П. Онацкому: с постепенным нагревом сырцовых гранул до 200—600 °С (в зависимости от особенностей сырья) и последующим быстрым нагревом до температуры вспучивания (примерно 1200 °С).
Обжиг осуществляется во вращающихся печах (рис.), представляющих собой цилиндрические металлические барабаны диаметром до 2,5—5 м и длиной до 40— 75 м, футерованные изнутри огнеупорным кирпичом. Печи устанавливаются с уклоном примерно 3% и медленно вращаются вокруг своей оси.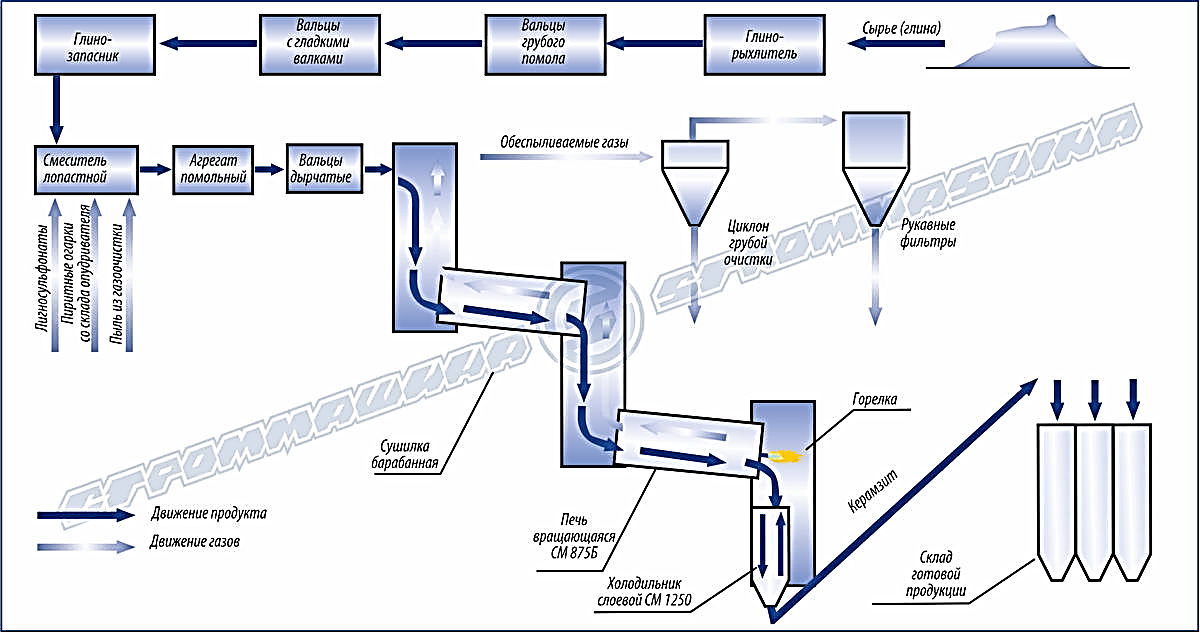 Благодаря этому сырцовые гранулы, подаваемые в верхний конец печи, при ее вращении, постепенно передвигаются к другому концу барабана, где установлена форсунка для сжигания газообразного или жидкого топлива. Таким образом, вращающаяся печь работает по принципу противотока: сырцовые гранулы перемещаются навстречу потоку горячих газов,подогреваются. И, наконец, попав в зону непосредственного воздействия огненного факела форсунки,вспучиваются. Среднее время пребывания гранул в печи — примерно 45 мин.
Благодаря этому сырцовые гранулы, подаваемые в верхний конец печи, при ее вращении, постепенно передвигаются к другому концу барабана, где установлена форсунка для сжигания газообразного или жидкого топлива. Таким образом, вращающаяся печь работает по принципу противотока: сырцовые гранулы перемещаются навстречу потоку горячих газов,подогреваются. И, наконец, попав в зону непосредственного воздействия огненного факела форсунки,вспучиваются. Среднее время пребывания гранул в печи — примерно 45 мин.
Технология производства керамзита — оптимальный режим термообработки.
Чтобы обеспечить оптимальный режим термообработки, зону вспучивания печи, непосредственно примыкающую к форсунке, иногда отделяют от остальной части (зоны подготовки) кольцевым порогом. Применяют также двухбарабанные печи, в которых зоны подготовки и вспучивания представлены двумя сопряженными барабанами, вращающимися с разными скоростями.
В двухбарабанной печи удается создать оптимальный для каждого вида сырья режим термообработки.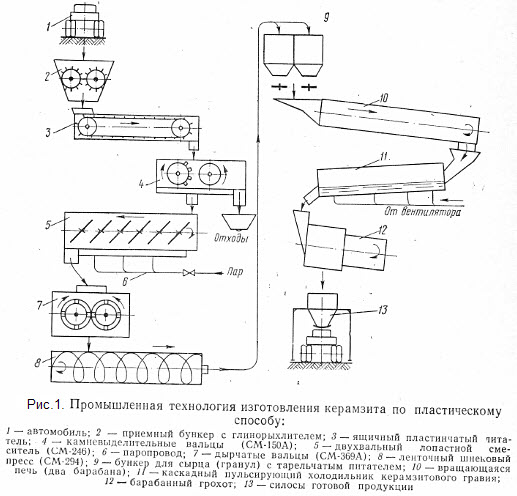
Промышленный опыт показал, что при этом улучшается качество керамзита, значительно увеличивается его выход, а также сокращается удельный расход топлива.
В связи с тем, что хорошо вспучивающегося глинистого сырья для производства керамзита сравнительно мало, при использовании средне- и слабовспучивающегося сырья необходимо стремиться к оптимизации режима термообработки.
Из зарубежного опыта известно, что для получения заполнителей типа керамзита из сырья (промышленных отходов), отличающегося особой чувствительностью к режиму обжига. Используют трехбарабанные вращающиеся печи или три-четыре последовательно располагаемые печи. В которых обеспечиваются не только оптимальные скорость и длительность нагрева на каждом этапе термообработки, но и различная газовая среда.
Значение характера газовой среды в производстве керамзита обусловлено происходящими при обжиге химическими реакциями. В восстановительной среде окись железа Fe2O3 переходит в закись FeO. Это является не только одним из источников газообразования, но и важнейшим фактором перехода глины в пиропластическое состояние.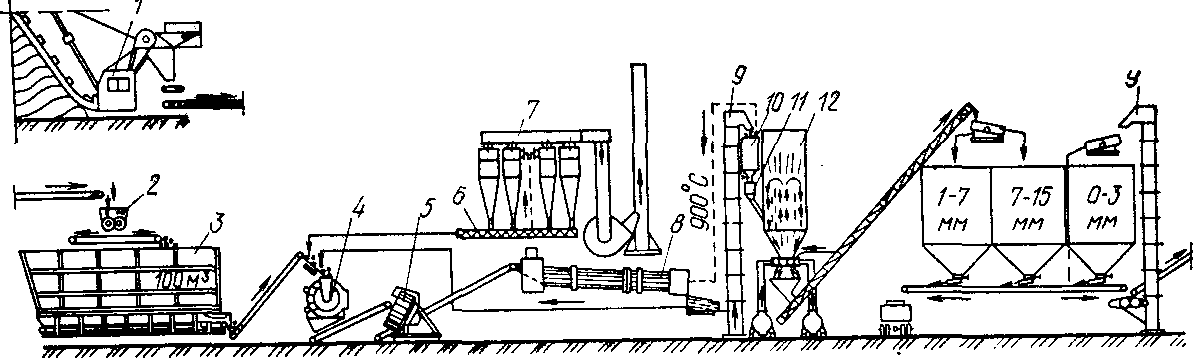
Внутри гранул восстановительная среда обеспечивается за счет присутствия органических примесей или добавок, но при окислительной среде в печи (при большом избытке воздуха) органические примеси и добавки могут преждевременно выгореть.
Поэтому окислительная газовая среда на стадии термоподготовки, как правило, нежелательна, хотя имеется и другая точка зрения, согласно которой целесообразно получать высокопрочный керамзитовый гравий с невспученной плотной корочкой. Такая корочка толщиной до 3 мм образуется (по предложению Северного филиала ВНИИСТ) при выгорании органических примесей в поверхностном слое гранул, обжигаемых в окислительной среде.
По мнению автора, при производстве керамзита следует стремиться к повышению коэффициента вспучивания сырья, так как невспучивающегося или маловспучивающегося глинистого сырья для получения высокопрочного заполнителя имеется много, а хорошо вспучивающегося не хватает.
С этой точки зрения наличие плотной корочки значительной толщины на керамзитовом гравии свидетельствует о недоиспользовании способности сырья к вспучиванию и уменьшении выхода продукции.

В восстановительной среде зоны вспучивания печи может произойти оплавление поверхности гранул, поэтому газовая среда здесь должна быть слабоокислительной. При этом во вспучивающихся гранулах поддерживается восстановительная среда, обеспечивающая пиропластическое состояние массы и газовыделение, а поверхность гранул не оплавляется.
Характер газовой среды косвенно, через окисное или закисное состояние железистых примесей, отражается на цвете керамзита. Красновато-бурая поверхность гранул говорит об окислительной среде (Fe2O3), темно-серая, почти черная окраска в изломе — о восстановительной (FeO).
Технология производства керамзита: 4 основных схемы
Различают четыре основные технологические схемы подготовки сырцовых гранул, или четыре способа производства керамзита: сухой, пластический, порошково-пластический и мокрый.
Сухой способ используют при наличии камнеподобного глинистого сырья (плотные сухие глинистые породы, глинистые сланцы). Он наиболее прост: сырье дробится и направляется во вращающуюся печь.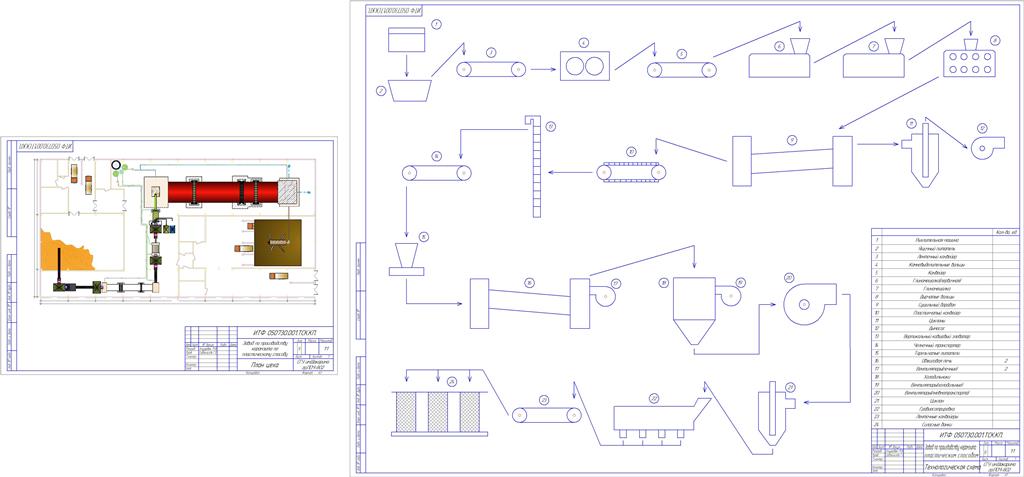 Предварительно необходимо отсеять мелочь и слишком крупные куски, направив последние на дополнительное дробление.
Предварительно необходимо отсеять мелочь и слишком крупные куски, направив последние на дополнительное дробление.
Этот способ оправдывает себя, если исходная порода однородна, не содержит вредных включений и характеризуется достаточно высоким коэффициентом вспучивания.
Наибольшее распространение получил пластический способ. Рыхлое глинистое сырье по этому способу перерабатывается в увлажненном состоянии в вальцах, глиномешалках и других агрегатах (как в производстве кирпича). Затем из пластичной глиномассы на дырчатых вальцах или ленточных шнековых прессах формуются сырцовые гранулы в виде цилиндриков, которые при дальнейшей транспортировке или при специальной обработке окатываются, округляются.
Качество сырцовых гранул во многом определяет качество готового керамзита.
Поэтому целесообразна тщательная переработка глинистого сырья и формование плотных гранул одинакового размера.
Размер гранул задается исходя из требуемой крупности керамзитового гравия и установленного для данного сырья коэффициента вспучивания.
Гранулы с влажностью примерно 20% могут сразу направляться во вращающуюся печь или, что выгоднее, предварительно подсушиваться в сушильных барабанах. В других теплообменных устройствах с использованием тепла отходящих дымовых газов вращающейся печи. При подаче в печь подсушенных гранул ее производительность может быть повышена.
Таким образом, технология производства керамзита по пластическому способу сложнее, чем по сухому.
Более энергоемко, требует значительных капиталовложений. Но, с другой стороны, переработка глинистого сырья с разрушением его естественной структуры, усреднение, гомогенизация, а также возможность улучшения его добавками позволяют увеличить коэффициент вспучивания.
Порошково-пластический способ отличается от пластического тем, что вначале помолом сухого глинистого сырья получают порошок, а потом из этого порошка при добавлении воды получают пластичную глиномассу, из которой формуют гранулы, как описано выше. Необходимость помола связана с дополнительными затратами. Кроме того, если сырье недостаточно сухое, требуется его сушка перед помолом. Но в ряде случаев этот способ подготовки сырья целесообразен: если сырье неоднородно по составу, то в порошкообразном состоянии его легче перемешать и гомогенизировать; если требуется вводить добавки, то при помоле их легче равномерно распределить.
Кроме того, если сырье недостаточно сухое, требуется его сушка перед помолом. Но в ряде случаев этот способ подготовки сырья целесообразен: если сырье неоднородно по составу, то в порошкообразном состоянии его легче перемешать и гомогенизировать; если требуется вводить добавки, то при помоле их легче равномерно распределить.
Если в сырье есть вредные включения зерен известняка, гипса, то в размолотом и распределенном по всему объему состоянии они уже не опасны.
Если такая тщательная переработка сырья приводит к улучшению вспучивания, то повышенный выход керамзита и его более высокое качество оправдывают произведенные затраты.
Мокрый (шликерный) способ заключается в разведении глины в воде в специальных больших емкостях — глиноболтушках. Влажность получаемой пульпы (шликера, шлама) примерно 50%. Пульпа насосами подается в шламбассейны и оттуда — во вращающиеся печи. В этом случае в части вращающейся печи устраивается завеса из подвешенных цепей. Цепи служат теплообменником: они нагреваются уходящими из печи газами и подсушивают пульпу, затем разбивают подсыхающую «кашу» на гранулы, которые окатываются, окончательно высыхают, нагреваются и вспучиваются. Недостаток этого способа — повышенный расход топлива, связанный с большой начальной влажностью шликера. Преимуществами являются достижение однородности сырьевой пульпы, возможность и простота введения и тщательного распределения добавок, простота удаления из сырья каменистых включений и зерен известняка. Этот способ рекомендуется при высокой карьерной влажности глины, когда она выше формовочной (при пластическом формовании гранул). Он может быть применен также в сочетании с гидромеханизированной добычей глины и подачей ее на завод в виде пульпы по трубам вместо применяемой сейчас разработки экскаваторами с перевозкой автотранспортом.
Цепи служат теплообменником: они нагреваются уходящими из печи газами и подсушивают пульпу, затем разбивают подсыхающую «кашу» на гранулы, которые окатываются, окончательно высыхают, нагреваются и вспучиваются. Недостаток этого способа — повышенный расход топлива, связанный с большой начальной влажностью шликера. Преимуществами являются достижение однородности сырьевой пульпы, возможность и простота введения и тщательного распределения добавок, простота удаления из сырья каменистых включений и зерен известняка. Этот способ рекомендуется при высокой карьерной влажности глины, когда она выше формовочной (при пластическом формовании гранул). Он может быть применен также в сочетании с гидромеханизированной добычей глины и подачей ее на завод в виде пульпы по трубам вместо применяемой сейчас разработки экскаваторами с перевозкой автотранспортом.
Керамзит, получаемый по любому из описанных выше способов, после обжига необходимо охладить. Технология производства керамзита.
Установлено, что от скорости охлаждения зависят прочностные свойства керамзита.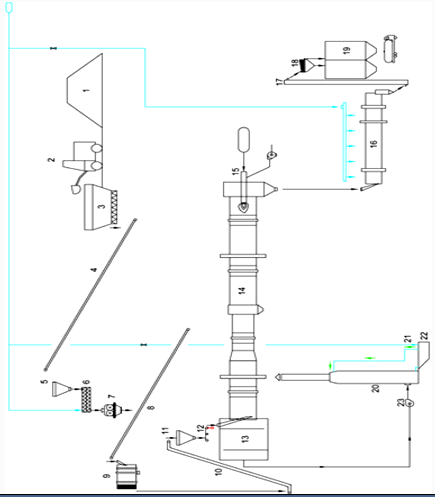 При слишком быстром охлаждении керамзита его зерна могут растрескаться или же в них сохранятся остаточные напряжения, которые могут проявиться в бетоне. С другой стороны, и при слишком медленном охлаждении керамзита сразу после вспучивания возможно снижение его качества из-за смятия размягченных гранул. А также в связи с окислительными процессами, в результате которых FeO переходит в Fe2O3, что сопровождается деструкцией и снижением прочности.
При слишком быстром охлаждении керамзита его зерна могут растрескаться или же в них сохранятся остаточные напряжения, которые могут проявиться в бетоне. С другой стороны, и при слишком медленном охлаждении керамзита сразу после вспучивания возможно снижение его качества из-за смятия размягченных гранул. А также в связи с окислительными процессами, в результате которых FeO переходит в Fe2O3, что сопровождается деструкцией и снижением прочности.
Сразу после вспучивания желательно быстрое охлаждение керамзита до температуры 800—900 °С для закрепления структуры и предотвращения окисления закисного железа. Затем рекомендуется медленное охлаждение до температуры 600—700 °С в течение 20 мин для обеспечений затвердевания стеклофазы без больших термических напряжений, а также формирования в ней кристаллических минералов, повышающих прочность керамзита. Далее возможно сравнительно быстрое охлаждение керамзита в течение нескольких минут.
Технология производства керамзита
Первый этап охлаждения керамзита осуществляется еще в пределах вращающейся печи поступающим в нее воздухом. Затем керамзит охлаждается воздухом в барабанных, слоевых холодильниках, аэрожелобах.
Затем керамзит охлаждается воздухом в барабанных, слоевых холодильниках, аэрожелобах.
Для фракционирования керамзитового гравия используют грохоты, преимущественно барабанные — цилиндрические или многогранные (бураты).
Внутризаводской транспорт керамзита — конвейерный (ленточные транспортеры), иногда пневматический (потоком воздуха по трубам). При пневмотранспорте возможно повреждение поверхности гранул и их дробление. Поэтому этот удобный и во многих отношениях эффективный вид транспорта керамзита не получил широкого распространения.
Фракционированный керамзит поступает на склад готовой продукции бункерного или силосного типа.
Технология производства керамзита, раскрыта не в полной мере в данной статье. Но, если у Вас появились вопросы, то можете задать их нашим менеджерам в любое удобное время.
Этапы производства керамзита | ООО «АКЗ» (Алексинский керамзитовый завод)
Для того чтобы материал получился высокого качества, важно грамотно подобрать сырье и подходящую технологию производства. ООО «АКЗ» раскрывает секреты всех этапов и технологию производства керамзита.
ООО «АКЗ» раскрывает секреты всех этапов и технологию производства керамзита.
Для того чтобы материал получился высокого качества, важно грамотно подобрать сырье и подходящую технологию производства. Технология производства керамзита включает следующие основные этапы:
- добыча сырья (глины) в карьере и его транспортирование в глинозапасник;
- лабораторные испытания;
- дробление глины. На выходе получаются сырцовые гранулы установленного размера;
- термическая обработка сырцовых гранул, включающая сушку, обжиг и последующее охлаждение продукта;
- при необходимости дробление готового продукта;
- контроль качества производимого товара;
- сортировка керамзита по фракциям;
- складирование товара;
- фасовка товара;
- отгрузка заказчику.
Разработку месторождений глинистых пород производят открытым способом. Для добычи глинистого сырья используют одноковшовые и многоковшовые экскаваторы, ведущие разработку в карьере по всей высоте уступа, при необходимости с выделением отдельных пластов материала.
Мягкие глинистые породы добывают в карьерах, работающих сезонно, камнеподобные — в течение всего года. Для обеспечения непрерывной работы заводов устраивают глинохранилища вместимостью до полугодового запаса сырья с предохранением его от промерзания. Запасы глины также хранят в промежуточных конусах, где она вылеживается в течение нескольких месяцев на открытом воздухе.
В результате температурных воздействий, особенно мороза, переменного увлажнения и высушивания происходит предварительное разрушение естественной структуры сырья, значительно облегчающее его последующую переработку в однородную формовочную массу.
Технологические особенности производства керамзита
В качестве сырья для изготовления данной категории нерудных материалов используются преимущественно осадочные глинистые породы. Они имеют сложный состав и состоят как из минералов (гидрослюды, каолинита), так и из полевого шпата, кварца, карбонатов, органических и железистых примесей. Возможность использования сырья для производства керамзита определяется по критериям вспучивания во время обжига, легкоплавкости и нужного интервала вспучивания. Иногда для модификации данных параметров в материал могут быть добавлены специальные компоненты — органические или синтетические вещества.
Они имеют сложный состав и состоят как из минералов (гидрослюды, каолинита), так и из полевого шпата, кварца, карбонатов, органических и железистых примесей. Возможность использования сырья для производства керамзита определяется по критериям вспучивания во время обжига, легкоплавкости и нужного интервала вспучивания. Иногда для модификации данных параметров в материал могут быть добавлены специальные компоненты — органические или синтетические вещества.
Результатом обработки исходного сырья являются сырцовые гранулы нужного состава и размеров. Они подвергаются термической обработке — просушиванию, обжигу и охлаждению. На следующем этапе полученный материал сортируется и при необходимости дробится на мелкие фракции.
Оборудование для производства керамзита
Изготовление материала осуществляется с применением широкого спектра дорогостоящего оборудования — смесителей, специальных станков для разрыхления глины, камневыделительных и дырчатых вальцов, сушильных барабанов, печей для обжига, бункеров, пневматических транспортеров и аппаратов для сортировки гравия. Также для производства керамзита используются лотки, конвейеры, силосные банки и другие приспособления, объединенные в технологические линии.
Также для производства керамзита используются лотки, конвейеры, силосные банки и другие приспособления, объединенные в технологические линии.
Более подробную информацию читайте в нашей статье «производство керамзита».
Добыча сырья (глины)
1 этап производства керамзита.
Добыча сырья (глины)
2 этап производства керамзита.
Добыча сырья (глины) однокошковым экскаватором. 3 этап производства керамзита.
Добыча сырья (глины) однокошковым экскаватором. 4 этап производства.
Транспортироване глины в глинозапасник
5 этап производства керамзита
Транспортироване глины в глинозапасник
6 этап производства керамзита
Дробление глины
7 этап производства керамзита
Дробление глины
8 этап производства керамзита
Транспортирование глины в сушильный барабан 9 этап производства керамзита
Термическая обработка сырцовых гранул
10 этап производства керамзита
Термическая обработка сырцовых гранул
11 этап производства керамзита
Термическая обработка сырцовых гранул
12 этап производства керамзита
Термическая обработка сырцовых гранул
13 этап производства керамзита
Транспортирование готового продукта в силоса 14 этап производства керамзита
Готовый продукт
15 этап производства керамзита
Отгрузка готового продукта заказчику
16 этап производства керамзита
Отгрузка готового продукта заказчику
17 этап производства керамзита
Отгрузка готового продукта заказчику
18 этап производства керамзита
Обслуживание оборудования
19 этап производства керамзита
Контроль качества
20 этап производства керамзита
Обслуживание техники
21 этап производства керамзита
Лабороторные испытания
22 этап производства керамзита
Взаимодействие с партнерами
23 этап производства керамзита
Ведение складской логистики.
24 этап производства керамзита.
Созерцание на природу.
25 этап производства керамзита.
Керамзит – состав и технология производства, свойства, виды, область применения
Керамзит – легкий гранулированный материал с пористой структурой, продукт ускоренного обжига при сверхвысоких температурах глины и глинистых сланцев. Представляет собой керамические шарики с плотной спекшейся оболочкой темно-бурого цвета, почти черного на изломе.
Технология получения керамзита
Сырьем для его производства являются определенные сорта глины – легкоплавкие, имеющие в составе до 30 % кварца, вспучивающиеся – с повышенным содержанием окислов железа (не менее 6 %) и органических веществ. При необходимости для усиления вспучивания проводят обогащение сырца мазутом или соляровым маслом.
Наиболее распространены два варианта производства керамзитовой продукции.
Пластичный (мокрый) способ
Подготовленная природная глина с влажностью не более 30 % проходит два этапа помола специальными зубчатыми вальцами – грубый и тонкий. В результате получают первичные гранулы диаметром в 5–10 мм, которые подают в сушильный барабан. Здесь полуфабрикат подсушивается и проходит окончательную обкатку, приобретая овальную форму. Только после этого начинается обжиг в печи с помощью высоких температур (800–1350⁰ С) и при постоянном вращении. Спекшиеся керамические шарики, увеличившиеся после вспучивания в диаметре, направляют во вращающийся холодильный агрегат. Последний этап – рассев керамзита по фракциям.
В результате получают первичные гранулы диаметром в 5–10 мм, которые подают в сушильный барабан. Здесь полуфабрикат подсушивается и проходит окончательную обкатку, приобретая овальную форму. Только после этого начинается обжиг в печи с помощью высоких температур (800–1350⁰ С) и при постоянном вращении. Спекшиеся керамические шарики, увеличившиеся после вспучивания в диаметре, направляют во вращающийся холодильный агрегат. Последний этап – рассев керамзита по фракциям.
Сухой способ
В случае получения керамзита из плотного материала – каменистых глинистых пород, сланца – используют сухую технологию. Исходное сырье размельчают на специальном дробильном оборудовании до зерен размером в 1–20 мм. Сырец обжигают в барабанных печах, охлаждают и разделяют по фракциям. При таком способе производства отсутствует этап формовки зерна, поэтому продукт имеет кубические угловатые очертания.
Изготовление керамзита в промышленных объемах
Технические и эксплуатационные свойства
Благодаря техническим параметрам и рабочим показателям, керамзит выгодно выделяется в категории инертных материалов.
- Обладает оптимальным сочетанием прочности и веса. Продукцию М500, М700, М800 используют для изготовления стенового материала, перекрытий, в мостостроении, т. е. там, где особенно важны прочностные характеристики наряду с уменьшением массы конструкций.
- Благодаря пористой структуре, обладает хорошей гигроскопичностью, обеспечивает естественную циркуляцию воздуха.
- Является универсальным утеплителем, который по теплоизоляционным свойствам сравним с натуральной древесиной, а в отдельных случаях и превосходит ее на 10–15 %. Теплопроводность в пределах 0,07– 0,16 Вт/м позволяет избегать до 70 % потерь тепла.
- Пройдя обработку при сверхвысоких температурах, материал полностью огнеустойчив и пожаробезопасен.
- Имеет низкий уровень водопоглощения (не более 25 %), выдерживает до 50 циклов сезонного замораживания.
- Характеризуется минимальным уровнем усадки – коэффициент не более 0,14 мм/м.
- Состоит только из экологически чистых компонентов натурального происхождения.


Классификация
По параметрам и конфигурации зерен различают следующие виды керамзита.
- Керамзитовый щебень. Отличительная черта – зерно произвольной, чаще кубической угловатой формы размером от 5 до 40 мм. Получают сухим способом дробления вспученных глинистых масс.
- Керамзитовый гравий. Имеет сферическую окатанную форму, делится на три фракции (5–10 мм, 10–20 мм, 20–40 мм).
- Керамзитовый песок. Получают путем отсева мелкой фракции – до 5 мм, с самым большим насыпным весом (до 1300 кг/м3).
В зависимости от насыпной плотности керамзит подразделяют на очень легкий (250–300 кг/м3), легкий (до 500 кг/м3), средний (до 700 кг/м3), тяжелый (свыше 700 кг/м3).
Прочность, а, значит, и сферы использования керамзита зависят от насыпного веса. Легкая продукция годится для применения насыпом, тяжелая – в качестве заполнителя в бетоны, стеновые блоки, панели, плиты.
Сферы использования
Этот инертный материал искусственного происхождения востребован в строительной индустрии, сельском хозяйстве, ландшафтной планировке территорий.
Более 60 % производимого продукта уходит на изготовление керамзитобетона, бетонной стяжки, несущих строительных конструкций – стеновых панелей, блоков, межэтажных перекрытий. Для этих целей больше подходит пористый наполнитель мелких фракций (5–20 мм) и песок.
Керамзитобетонные блоки – достойная альтернатива тяжелым бетонам
На теплоизоляционные засыпки расходуется примерно четверть продукции, как правило, более крупного размера. Идеально подходит для утепления насыпом полов, чердаков, отмостки, теплотрасс. В качестве теплоизоляционного заполнителя популярен в каркасном домостроении.
Благодаря высоким дренажным возможностям находит широкое применение в садоводстве – при разбивке газонов как составляющая часть грунта для посадки комнатных растений и субстрат для гидропоники, а также в декоративных целях в ландшафтном проектировании.
Технология производства керамзита
Как известно, слово “керамзит” имеет греческое происхождение и означает “обожженная глина”. Технология производства материала заключается в подготовке глины и последующем тепловом ударе, в результате которого она приобретает вид вспученных гранул, ее внешняя оболочка оплавляется и таким образом герметизируется. Так можно описать процесс вкратце, но давайте рассмотрим его поподробнее.
Технология производства материала заключается в подготовке глины и последующем тепловом ударе, в результате которого она приобретает вид вспученных гранул, ее внешняя оболочка оплавляется и таким образом герметизируется. Так можно описать процесс вкратце, но давайте рассмотрим его поподробнее.
Керамзит изготавливают из осадочных глинистых и метаморфических камнеподобных пород (глинистые сланцы, аргиллит и т.п.). Они неоднородны, в их составе есть включения кварца, полевого шпата, гидрослюды, железистых и органических примесей. Из всего многообразия сырья лучше всего использовать глины, содержание кварца в которых не превышает 30%.
Для того, чтобы узнать, насколько определенный материал подходит для изготовления качественного керамзита, проводят специализированные исследования — проверяют легкоплавкость, возможность и уровень вспучивания во время обжига, а также его интервал.
Для увеличения коэффициента вспучивания в состав добавляют разнообразные натуральные и искусственные компоненты — мазут, соляровое масло, алунит, перлит и др.
В процессе переработки материалов из сырца получают гранулы. Их сушат, обжигают в печи и охлаждают. Гранулы имеют различный размер и состав, поэтому их сортируют, а при необходимости дробят для получения более мелких фракций. После этапа сортировки керамзит можно складировать, фасовать и отправлять на место использования.
Керамзитовые гранулы получают четырьмя способами: сухим, мокрым, пластическим и порошково-пластическим. Выбор напрямую зависит от качества исходного сырья.
Сухой способ применяют для камнеподобных составов, однородных пород, в которых нет вредных компонентов. Сырье подвергают дроблению и помещают в печь с вращающимся барабаном.
Мокрый способ (иначе — шликерный) заключается в том, что глину укладывают в специальные емкости и разводят водой. Полученную массу называют шликером. Его подают сначала в шламбассейн и далее в печь. В барабане печи материал дробится на гранулы, сушка происходит посредством выделяемого газа. Данный способ более затратный, поэтому его применяют в том случае, когда исходное сырье чрезмерно влажное.
Данный способ более затратный, поэтому его применяют в том случае, когда исходное сырье чрезмерно влажное.
Наиболее распространен пластический способ. Рыхлое сырье увлажняют и перерабатывают в вальцах. Далее из полученной массы изготавливают гранулы и запекают их в печи. Пластика позволяет создавать материал с самыми лучшими эксплуатационными свойствами, его структура гомогенизируется и имеет довольно высокий коэффициент вспучивания.
В случае использования порошково-пластического способа сухое сырье в виде порошка разводят водой. Из полученного состава формируют гранулы, запекают и сушат. Этот способ предполагает дополнительные затраты, т.к. глинистые породы нужно предварительно измельчить, а готовый материал высушить.
Финальным этапом производства керамзита является охлаждение гранул. Оно начинается еще в печах, т.к. в барабан поступает воздух извне, а далее материал перемещают в аэрожелоба, барабанные холодильники и другие установки.
Прочность керамзита также во многом зависит от скорости охлаждения. Необходимо строго придерживаться технологии, ведь если процесс будет слишком быстрым, гранулы потрескаются, а если наоборот, медленным — керамзит размягчится.
В идеале охлаждение должно происходить по следующей схеме: непосредственно после вспучивания гранул их нужно охладить до 800-900 градусов Цельсия, а далее в течение 20 минут постепенно понижать температуру до 600-700. После этого охлаждать материал можно в любом темпе. В таком случае нет высокого термического напряжения. Это приводит к тому, что в керамзите формируются кристаллические минералы, увеличивающие его прочность.
Технология производства керамзита — процесс изготовления
Керамзит, применяемый для изготовления керамзитожелезобетона, представляет собой пористый заполнитель ячеистого строения, получаемый ускоренным обжигом легкоплавких глин при температуре их вспучивания (1100—1.400°С).
Отличительной особенностью керамзита по сравнению с другими пористыми заполнителями является его относительно высокая прочность при малом объемном весе. В зависимости от принятой технологии производства зерна керамзита могут иметь различную форму (гравия или щебня, а также песка). Свойства керамзита зависят от свойств исходного глинистого сырья и условий его подготовки, обжига, охлаждения и последующей обработки (например, путем дробления, рассева).
В зависимости от принятой технологии производства зерна керамзита могут иметь различную форму (гравия или щебня, а также песка). Свойства керамзита зависят от свойств исходного глинистого сырья и условий его подготовки, обжига, охлаждения и последующей обработки (например, путем дробления, рассева).
Сырьем для керамзита являются легкоплавкие глинистые породы. После их добычи до обжига глинистые породы могут подвергаться различным способам подготовки для получения полуфабриката в виде цилиндриков (жгутов), сфероидов или крошки. Различают пластический, сухой и мокрый способы подготовки сырья.
Наиболее экономичным является сухой способ подготовки сырья, наиболее дорогим — мокрый, хотя он позволяет получить более однородный полуфабрикат для обжига. Способ подготовки выбирают в зависимости от свойств сырья и требований к готовой продукции.
Если необходимо получить готовый продукт в виде керамзитового гравия, то для обжига сырья применяют короткие (длиной 11- 40 м) вращающиеся одно- или двухбарабанные печи; для изготовления керамзитового дробленого щебня можно применять и другие тепловые агрегаты (например, агломерационные машины).
Обычно температура материала в зоне вспучивания вращающейся печи находится в пределах от 1100 до 1200°С. Температуру зоны вспучивания керамзита устанавливают в зависимости от свойств исходного сырья и условий его подготовки.
После обжига керамзит охлаждают и рассеивают на отдельные фракции. Крупные зерна в ряде случаев дополнительно подвергают дроблению для получения керамзитового песка или керамзитового щебня.
Технология подготовки, обжига и охлаждения керамзита существенно влияет на его свойства и на качество приготовленного на данном заполнителе керамзитожелезобетона. Но в первую очередь на качество керамзита влияют свойства исходного сырья.
Для приготовления керамзита применяют обычно глинистую породу с коэффициентом вспучиваемое при обжиге не менее 2,5 и объемным весом в куске после обжига не более 1200 кг/м3. Используют разнообразные глинистые породы: сланцы, обычные глины, лессы, бентониты и т. д.
Глинистая порода, применяемая для производства керамзита, ориентировочно должна содержать:
- 6—10% окислов железа,
- 10—25% глинозема,
- 50—60% кремнезема,
- не более 8% карбонатов
- не более 2,5—5% щелочей.

Допускается также примесь в сырье тонкодисперсных органических веществ, так как это позволяет снижать расход топлива для обжига керамзита.
При изготовлении керамзита устанавливают допустимый предел вспучивания сырья, который позволит получить готовый продукт с требуемой прочностью и объемным весом. Чрезмерное вспучивание, хотя и дает легкий продукт, но резко снижает прочность зерен. Огнеупорность глинистых пород, обжигаемых во вращающихся печах, должна быть не более 1350°, а обжигаемых на решетках— не более 1450°С.
В минералогическом отношении сырье для приготовления керамзита характеризуется наличием глинистого минерала монтмориллонита, слюды и гидрослюдных минералов. Благоприятным признаком является присутствие в глине таких минералов, как мусковит, биотит, маловыветренные гидрослюды, роговая обманка.
В некоторых случаях вспучиваемость глинистой породы при обжиге можно улучшить введением в шихту следующих добавок (по весу): древесных опилок, солярового масла, молотого каменного угля, мелкого торфа или пылевидной железной руды — от 1 — 4%, глины охристой — от 6 до 15% или глины огнеупорной — от 10 до 20% и других добавок.
Для повышения вспучиваемости обжигаемого сырья, кроме выбора глиняной породы и введения в нее добавок, необходимо правильно выбрать газовую среду в печи, так как в зависимости от содержания в среде кислорода вспучиваемость может изменяться 2—3 раза, а необходимая температура обжига отклоняется на 100—200°.
Кроме того, важно выбрать и обеспечить правильный режим обжига для данного вида сырья (например, температуру обжига, время нахождения сырья в различных зонах обжига, скорость вращения печи, объем заполнения топочного пространства, длину факела, режим охлаждения и т. д.).
Для обжига керамзита применяют твердое, жидкое или газообразное топливо. Продолжительность обжига сырья колеблется, как правило, в пределах 25—50 мин.
Процесс изготовления керамзита для производства бетона
Керамзит — материал ячеистого строения, получающийся из глин при особом режиме их обжига, который способствует их вспучиванию и характеризуется тем, что в период появления в обжигаемых глинах эвтектических расплавов одновременно происходит газообразование.
Для производства керамзита пригодны многие виды глин, обладающих свойством вспучиваться. Это свойство зависит главным образом от наличия в глинах достаточного количества окислов железа и органических примесей.
Производство керамзитового гравия состоит из следующих операций
- подготовки глиняной массы;
- формования из нее жгутов, разрезаемых на небольшие цилиндры;
- окатывания цилиндров в сфероиды;
- обжига (обычно при 1100—1200°) в восстановительной среде и при быстром подъеме температуры;
- сравнительно медленного остывания.
При обжиге глиняных сфероидов в коротких вращающихся печах получают пористый керамзитовый гравий, имеющий округлую форму со сравнительно гладкой поверхностью. Гравий менее правильной формы и керамзитовый песок получаются при обжиге дробленых глинистых сланцев или подсушенной глины. В этом случае подготовка сырья упрощается, так как отпадает необходимость в изготовлении сфероидов.
Керамзит — легкий и прочный заполнитель, не содержащий никаких вредных для бетона примесей и не вызывающий коррозии стальной арматуры. Он отличается высокой морозостойкостью и огнестойкостью. Объемный вес его зависит от характера сырья и условий обжига и может изменяться от 300 до 1000 кг/м3; при повышении объемного веса прочность керамзита увеличивается. Керамзит был предложен и впервые получен проф. Е. В. Костырко, а методы заводского изготовления керамзитового гравия разработаны С. П.Онацким.
Он отличается высокой морозостойкостью и огнестойкостью. Объемный вес его зависит от характера сырья и условий обжига и может изменяться от 300 до 1000 кг/м3; при повышении объемного веса прочность керамзита увеличивается. Керамзит был предложен и впервые получен проф. Е. В. Костырко, а методы заводского изготовления керамзитового гравия разработаны С. П.Онацким.
Керамзитовый завод: технология производства керамзита
3. Сушка сырьевых гранул
Технология производства керамзита
1. Добыча и хранение сырья
Разработка месторождений глинистых пород обычно выполняется открытым способом. Выделяют месторождения мягких и камнеподобных глинистых пород.
Для переработки мягкого глинистого сырья обычно используют различного рода ковшовую технику (экскаваторы, фронтальные погрузчики), которые, как правило, ведут разработку по всей высоте уступа, без разделения на отдельные пласты.
В случае разработки камнеподобных глинистых пород (аргеллиты, сланцы) первоначально производятся буровзрывные работы.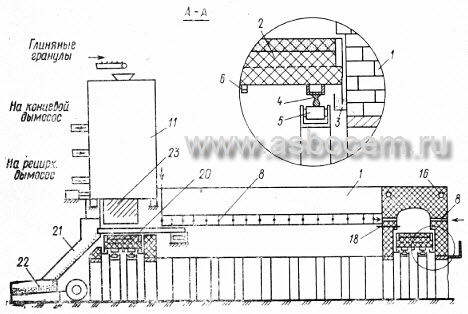
Разработка и добыча мягких глинистых пород производится сезонно (в период промерзания не производится), разработка камнеподобного сырья ведется круглогодично.
Вылеживание глиняного сырья в течение нескольких месяцев происходит в промежуточных конусах на открытом воздухе, благодаря чему в результате температурных воздействий (переменного увлажнения, высушивания, мороза) и выветривания происходит разрушение естественной структуры глиняного сырья, что в дальнейшем существенно облегчает его обработку.
Для обеспечения непрерывности производственного процесса, а также для производства керамзита в зимний период (предотвращение промерзания), хранение запасов сырья осуществляется в глинохранилищах.
2. Переработка исходного сырья
Способ переработки исходного сырья зависит от его характеристик. Существует четыре технологические схемы переработки исходного сырья (производства керамзитового гравия):
сухой способ — самый простой способ производства керамзита, который заключается в дроблении исходного материала с последующим обжигов во вращающихся печах.
Как правило, данный способ применим только к камнеподобному глинистому сырью, которое должно иметь однородный состав (исключать вредные включения), достаточно высокий коэффициент вспучивания и влажность не более 9%.
 Как правило, данный способ применим только к камнеподобному глинистому сырью, которое должно иметь однородный состав (исключать вредные включения), достаточно высокий коэффициент вспучивания и влажность не более 9%.
Как правило, данный способ применим только к камнеподобному глинистому сырью, которое должно иметь однородный состав (исключать вредные включения), достаточно высокий коэффициент вспучивания и влажность не более 9%.мокрый (шликерный) способ — данный способ заключается в разведении глины в воде в специальных емкостях (глиноболтушках), в результате чего получают глиняную жижу — шликер (влажностью не менее 50%), который в последствии подается в шликербассейны, а затем во вращающиеся печи. Во вращающихся печах устанавливаются «бьющие» цепи, за счет нагрева которых происходит высушивание шликерной массы и дальнейшее ее размельчение на керамзитовый гранулы.
пластический способ — способ, получивший наибольшее распространение. Данный способ напоминает производство керамического кирпича. Первоначально разрыхленное исходное сырье в увлажненном состоянии перерабатывают в вальцах (или глиномешалках), затем из полученной пластичной массы на ленточных шнековых прессах, либо дырчатых вальцах, формуются гранулы (похожие на цилиндр), которые при дальнейшей обработке окатываются и округляются.

порошково-пластичный способ — способ, который отличается от пластичного лишь структурой исходного сырья. В данном случае исходное сырье не рыхлится, а производится его помол. Затем глиняный порошок увлажняется и формуется в гранулы.
Сушка и обжиг сырьевых керамзитовых гранул производится во вращающихся пачах керамзитового завода. С целью исключения слипания сырьевых гранул в печи может производится дополнительная сушка гранул в сушильных барабанах, где сырьевые гранулы окатываются и становятся прочнее. Также возможно применение слоевых подготовителей, которые также выполняют первоначальную подсушку сырья до нулевой влажности и предварительный нагрев перед обжигом.
Обжиг сырьевых гранул на заводе керамзитового гравия является основным технологическим звеном производства керамзита.
Очень важное значение имеет момент совпадения активного газовыделения с переходом гранул в пиропластическое состояние глины (заьвердевание). Как правило, данный момент происходит при температуре свыше 1100° С.
Как правило, данный момент происходит при температуре свыше 1100° С.
При обжиге сырьевых гранул необходим быстрый подъем температуры, чтобы влага, находящаяся в сырье, не успела выпариться. В противном случае, гранулы получатся более мелкими и тяжелыми (не вспученными).
Самыми распространенными на керамзитовых заводах считаются однобарабанные вращающиеся печи диаметром 2,0-2,5 метра, длиной 35-40 метров, имеющие уклон 3-5%.
Благодаря чему гранулы постоянно перемешиваются, окатываются и обжигаются, передвигаясь вниз по барабану печи на встречу потоку горячего воздуха.
4. Сортировка керамзита по фракциям
Сортировка полученной продукции по фракциям осуществляется в установках типа «грохот». Обычно применяют барабанно-циллиндрические грохоты, реже — многогранные (бураты).
После сортировки керамзит направляют к месту хранения (складирования) используя конвейерные (ленточные) транспортеры, либо пневматические. Последние не получили особого распространения в силу того, что при данном виде транспортирования возможно повреждение гранул и даже их дробление.
Из чего делают керамзит и технология изготовления своими руками
Это легкий материал с гранулированной пористой структурой, представляющий собой продукт ускоренно обожженной глины и глинистых сланцев под высоким температурным режимом. Керамзитовые шарики отличаются плотно спекшейся оболочкой темновато-бурого оттенка, на изломе практически черного. Сегодня постараемся разобраться детально, из чего делают керамзит, рассмотрим его технические показатели.
Состав и характеристики
В составе керамзита содержатся глина и ее сланцы, процесс изготовления проходит методом обжига исходной сырьевой массы в специальных печах
При температуре в 1 000 – 1 300 градусов глина вспучивается и переходит в пиропластическое состояние. С учетом качества исходного материала, создаваемого температурного режима, длительности процесса обжига и иных технологических особенностей изготовления получаются разные технические показатели материала, самыми значимыми из которых считаются размеры зерен, плотность и объемный вес.
Параметры керамзита определены ГОСТом, регламентирующим качественные показатели строительных материалов с пористой структурой. Часть показателей не регулируется, но они все же остаются важными характеристиками. Основные свойства рассмотрим более подробно:
- фракции керамзита. Их всего три, и размеры варьируются в диапазонах 5 – 10, 10 – 20, 20 – 40 мм. В отдельную категорию вынесены фракции, используемые в строительстве. Это гранулы и щебенка, размеры которых составляют от 2.5 до 10 мм, и широкие смесевые фракции от 5 до 20 мм;
- марки по насыпной плотности. Всего их семь. Этот параметр определяет плотность материала без учета промежуточных участков, образуемых гранулами или осколками;
- показатель прочности. Гравийный материал насчитывает тринадцать марок, для щебня их несколько меньше – всего одиннадцать. Показатель прочности щебня и гравия одной марки отличается. Между керамзитовыми марками по значениям плотности и прочности прослеживается взаимосвязь – рост плотности влечет за собой увеличение прочности;
- коэффициент уплотнения. Данная величина согласовывается с потребителем и не превышает показатель 1.15. Ее применяют для учета уплотнения керамзита в процессе транспортировки и хранения. Пользуются таким показателем часто при погрузке материала и его реализации;
- тепловая проводимость. Один из важных показателей, определяющий теплоизоляционные возможности керамзита. Диапазон узкий, что подтверждает высокие теплоизоляционные показатели керамзита, и от роста плотности этот коэффициент увеличивается;
- влагопоглощение. Этот важный параметр показывает изменения качеств керамзита под воздействием воды. Керамзит считается относительно устойчивым материалом, значение влагопоглощения составляет 8 – 20 процентов;
- шумоизоляция. Лучших показателей с помощью керамзита можно достичь, засыпав керамзит под деревянный пол;
- устойчивость к морозам. Из-за низкого влагопоглощения и особенностей основного сырья (глины) керамзит обладает высокими морозоустойчивыми свойствами.
Особенности технологии изготовления
С помощью специальных исследований исходного сырья определяют его пригодность к производству керамзита. Основными требованиями к начальному материалу считаются:
- возможность вспучивания от обжига;
- легкая плавкость;
- определенное время для вспучивания.
В сырье иногда добавляют специальные компоненты, улучшающие вспучивание. Это могут быть мазут или соляровое масло, перлит, анулит и т. п.
Результатом переработки сырья становятся сырцовые гранулы с определенными размерами и составом. Их сначала высушивают, потом обжигают и охлаждают. На очередном этапе производства материал рассортировывается по показателю плотности, при необходимости – дробится, чтобы получились более мелкие фракции. В завершении всего керамзит сортируется, складируется либо отгружается для отправки.
Весь процесс по своей сущности выглядит следующим образом: после подготовки глина подвергается тепловому удару, придающему ей пористость и способствующему процессу вспучивания. Из-за оплавлений оболочки керамзит получает герметизацию и становится прочным.
Добыча исходного сырья
Производственный процесс начинается с добычи исходного материала карьерным способом и его перевозки в глинозапасники. Разработки ведутся открытым способом, для этого используются одно- и многоковшовые экскаваторы. Отдельные пласты не выделяются, добыча идет по всей высоте.
При добыче камнеподобных пород в виде аргиллита и глинистых сланцев, используют буровзрывные работы. Такие породы могут разрабатываться в любое время года, а мягкие – только в подходящий для этого период.
Чтобы производственный процесс шел непрерывно, возводятся специальные морозостойкие хранилища для складирования глины, вмещающие полугодовой запас сырья. Можно под хранение использовать промежуточные конусы, в которых глина под открытым воздухом находится несколько месяцев.
Производство керамзита
Под воздействием температуры, периодических увлажнений и высыханий, структурное строение сырья частично нарушается, что существенно облегчает процесс его последующей переработки в однородную массу.
Способы получения керамзитовых гранул
Для изготовления керамзита применяют один из четырех способов
Сухой способ
Применяется, если керамзит получают из плотных каменистых глинистых пород и сланцев, используется иная технология изготовления. Исходный материал размельчается на дробильном оборудовании до получения зерен размером 1 – 20 мм. Керамзитовое сырье обжигается в барабанной печи, охлаждается, распределяется по фракциям. В таком варианте производства не предусмотрен этап формовки зерен, и конечный продукт отличается кубическими угловатыми очертаниями.
Мокрый способ
Глина помещается в большие емкости, называющиеся глиноболтушками. После этого заливается вода, чтобы получился шликер с уровнем влажности до пятидесяти процентов. Насосными установками его перекачивают в шламбассейны, откуда он попадает во вращающиеся печи. В печных барабанах происходит разбивка на отдельные гранулы, которые просушиваются газами, выделяемыми печью.
Способ подразумевает большой расход топлива, так как уровень влажности шликера достаточно высок. Но с его помощью сырье очищается от каменистых вкраплений, в него вводятся добавки, чтобы получилась однородная масса. Применяется такой вариант для сырья, отличающегося большим показателем влажности.
Пластический способ
Подготовленную природную глину, влажность которой не превышает тридцати процентов, подвергают двум этапам помола на специальных зубчатых вальцах – грубом и тонком. От такого процесса образуются гранулы, диаметр которых составляет 5 – 10 мм, поступающие в сушильные барабаны. В них полуфабрикат просушивается, подвергается окончательной обкатке, пока не приобретет овальные формы. После этого начинается обжиг, для которого в печах создается температурный режим от 800 до 1 350 градусов. Процесс проходит под постоянным вращением печных барабанов. Спекшиеся керамические гранулы, которые увеличили свой диаметр из-за вспучивания, попадают во вращающиеся холодильные установки. После остывания наступает последний этап – керамзит рассеивается по фракциям.
Порошково-пластический способ
Как производится керамзит таким способом? Исходный материал в сухом состоянии доводится до порошкообразной массы, потом в него добавляется вода. В итоге образуется пластичная масса, пригодная для формирования гранул. Способ считается довольно дорогостоящим, потому что приходится дополнительно измельчать сырье. Второй недостаток – гранулы подвергаются дополнительной сушке.
Так как качество керамзита зависит от качественного состояния сырца, глину следует хорошо переработать и сформировать из нее гранулы одинаковых размеров, параметры которых увеличатся при вспучивании.
Оборудование для производства керамзита
Из чего делают керамзит, мы выяснили. Остается разобраться, как устроена производственная линия по изготовлению этого строительного материала. В нее входят следующие агрегаты и приспособления:
- устройства для рыхления;
- дырчатые вальцы;
- глиносмесители;
- барабаны для сушки;
- печи, в которых выполняется обжиг;
- бункеры;
- пневматические транспортеры, ленточные и другие конвейеры;
- лотки;
- сортировщики для гравия.
Для производств керамзита требуется глиномеситель
На первичной обработке исходного материала применяется специальная дробильная установка. Состоит она из узла измельчения, в который входят:
- валы лопастного типа, способные совершать вращательные движения по направлению друг к другу;
- жесткая рама;
- зубчатый привод;
- приемочный бункер.
Как только валы начинают свое вращение, сырье измельчается до необходимых размеров. Специальные добавки вводятся через смесительную установку.
Сырье обжигается в печных устройствах с вращающимися барабанами, имеющими цилиндрические корпуса из стального материала. Конструктивно печь состоит из следующих элементов:
- головки для загрузки сырья и выгрузки материала;
- опорной станции;
- приводов;
- уплотнения концов;
- кожуха венцовой пары и т. д.
Печь устанавливается на фундаментной площадке. Опорой служит сварная рама и ролики, регулирующие ее положение.
Изготовление керамзита в домашних условиях
Возможно ли изготовление керамзита своими руками? Для этого потребуется качественное оснащение, с помощью которого можно готовить до 250 тысяч кубометров керамзита за один год. Для приготовления керамзита своими руками пользуются мини-заводами, топливом для которых служат мазут, уголь, газ природный.
При помощи таких заводиков получают керамзитовый песок, размеры гранул которого варьируются от 0.16 до 5 мм. Для этого гранулированное либо подвергнутое измельчению сырье обжигается в печи.
Зачастую для домашнего пользования покупают специальные дробильные установки, существенно упрощающие весь производственный процесс. Отметим, что с помощью чертежей, необходимых материалов и наличия желания, можно изготовить дробилку своими руками.
Для изготовления керамзита в домашних условиях часто пользуются дробильными установками
На домашнем мини-заводе производится керамзитовый песок из гравийного некондиционного материала. Для получения глинозольного керамзита используют в виде сырья плавкие породы и золу, полученную при сжигании торфа либо каменного и бурого угля. В результате образуется заполнитель, своими свойствами схожий с простым керамзитом. Зольный керамзитовый материал получается с помощью обжига или безобжиговым методом.
Изготовление керамзита – процесс достаточно энергоемкий. Но высокий уровень производительности и постоянный спрос на этот строительный материал помогают быстро окупить все предварительные затраты.
Вращающиеся печи для производства керамзитового агрегата
Керамзитовый заполнитель, также называемый экслай, или легкий заполнитель керамзита (LECA), является полезным материалом во все большем числе отраслей промышленности, в первую очередь в строительстве и садоводстве. Следующими на очереди, вероятно, будут приложения для очистки воды и фильтрации.
Уникальная структура и физические свойства керамзита, которые можно использовать в различных областях, производятся в результате тщательно контролируемой термической обработки (обычно называемой прокаливанием или спеканием), проводимой во вращающейся печи.
Термическая обработка керамзитового заполнителя (прокаливание или спекание)
Свойства керамзита, которые делают его идеальным для использования в определенных областях, достигаются благодаря высокотехнологичному производственному процессу.
Глины обычно измельчают, агломерируют и / или сушат в качестве средства подготовки сырья, хотя этот процесс может варьироваться. Экструзия кажется предпочтительным методом агломерации в этой обстановке, но можно также изучить другие методы.
В то время как подготовка сырья имеет важное значение при производстве заполнителей керамзита, ключевым процессом, лежащим в основе заполнителей керамзита, является термическая обработка.От этой термической обработки произошло название керамзитового заполнителя, поскольку он используется для физического расширения частиц глины.
Для описания таких методов термической обработки используются различные термины. В этом случае обработка обычно называется прокаливанием или спеканием. Хотя эти два термина часто используются как синонимы, важно отметить, что технически они относятся к разным методам. Поскольку спекание технически происходит при гораздо более высоких температурах, для целей этой статьи мы будем называть его прокаливанием, хотя в некоторых случаях расширенные агрегаты могут быть действительно спеченными.
В случае керамзита прокаливание играет важную роль в создании продукта, который может служить заполнителем керамзита. Температура, обычно от 1050 ° C до 1250 ° C, вызывает выделение газов в результате различных изменений в материале, включая разложение и восстановление оксидов трехвалентного железа, горение органических веществ, продувку захваченной воды и разложение карбонаты .³
Это выделение газов вызывает физическое расширение или вздутие глины, в результате чего она имеет более низкую плотность, более высокую пористость и гораздо большую площадь поверхности внутри материала, а также более твердую поверхность — все характеристики, которые делают ее идеальной для использования. как легкий заполнитель.
Факторы, влияющие на расширение глины при прокаливании
Как и в случае с большинством материалов, для достижения наилучших результатов в производственном процессе необходимо оптимизировать различные факторы. Обширное исследование, проведенное на трех различных источниках глины, показало, что, хотя ряд факторов важен, параметры процесса расширения, которые, возможно, являются наиболее важными, включают: 4
Температура обработки
Температура обработки является наиболее важным фактором в процессе расширения.Было обнаружено, что расширение увеличивается вместе с температурой, чуть ниже температуры плавления конкретной глины (температура плавления варьируется в зависимости от типа глины).
Размер зерна глины
Исследование показало, что размер зерна глины также является определяющим фактором, причем расширение увеличивается по мере уменьшения размера зерна.
Размер пеллет
Было также обнаружено, что размер гранул или агломератов влияет на расширение, причем расширение увеличивается вместе с размером гранул.Следовательно, уменьшение размера гранул коррелирует с меньшим расширением.
Время удерживания
Было обнаружено, что оптимальное время удерживания зависит от типа обрабатываемой глины. Оптимальное время удерживания было важным, поскольку наблюдались последствия как несоответствующего, так и чрезмерного времени.
Вращающаяся печь
Предпочтительным оборудованием для проведения процесса расширения глины является вращающаяся печь.
Вращающиеся печи доступны в конфигурации с прямым или косвенным нагревом и часто называются декарбонизаторами.Производство керамзита обычно осуществляется в печи с прямым нагревом, в которой глина и продукты сгорания находятся в прямом контакте друг с другом.
Обжиговые печи
с прямым нагревом можно настроить для прямоточного или противоточного воздушного потока, но противоток, как правило, является более эффективной настройкой процесса при этой настройке.
3D Модель вращающейся печи с прямым обогревом
Почему глина как легкий заполнитель
Как и многие легкие заполнители (LWA), использование вспученных глин может обеспечить широкий спектр как экономических, так и экологических преимуществ:
Экономическая выгода
Использование легких заполнителей предлагает множество экономических стимулов, в том числе:
- Снижение затрат на конструкции в строительстве
- Снижение транспортных расходов
- Снижение затрат и снижение зависимости от импорта, где это применимо
Экологические преимущества
По данным Европейской ассоциации керамзитовой глины (EXCA), керамзит является экологически чистым материалом с рядом экологических преимуществ:
- Снижение выбросов CO 2 при использовании вместо ископаемого топлива
- Снижение выбросов CO 2 в строительстве и на транспорте
- Повышение энергоэффективности зданий
- Возможность 100% вторичной переработки
- Химически инертен (без вредных компонентов и, следовательно, без возможности выделения ЛОС или вымывания загрязняющих веществ
- Преимущества фильтрации воды и воздуха
- Высокое соотношение продукта к сырью (из одного кубометра глины можно получить пять кубометров керамзита)
Кроме того, возможность заключается в использовании восстановленных или переработанных глиняных материалов, что еще больше повышает экологичность этого материала.
Использование LECA
В то время как области применения легкого керамзитового заполнителя (LECA) продолжают расти, в настоящее время существует два основных направления для продуктов LECA:
Строительство
Строительство — наиболее распространенное приложение для LECA. Керамзит можно найти во всех видах бетона, наполнителя и конструкционных элементов в строительстве и промышленности строительных материалов. Преимущества, которые он может предложить в этой настройке, включают: ²
- Высокая износостойкость при минимальных затратах на обслуживание и долгий срок службы
- Прочность и устойчивость
- Полностью негорючие (огнестойкие)
- Возможность 100% вторичной переработки снижает проблемы утилизации
- Легкий вес без ущерба для прочности
- Служит теплоизолятором
- Обеспечивает снижение шума
- Обеспечивает отвод воды
- Нетоксичный
Садоводство
Использование LECA в садоводстве — сравнительно новое применение, но все еще развивающаяся область.Керамзитовые наполнители могут принести множество преимуществ при различных условиях выращивания. Сюда входят:
¹
- Улучшенная аэрация (особенно при использовании в качестве субстрата при выращивании в коммерческих контейнерах) и пониженное уплотнение
- Способность к увеличению содержания воды и питательных веществ
- Повышенная катионообменная емкость
- Устойчивость к разрушению со временем
- Возможно использование в качестве барьера от сорняков
Помимо строительства и садоводства, LECA также изучается на предмет использования в системах очистки и фильтрации воды.
Испытания: залог успеха с керамзитом
Как и во многих случаях термической обработки, испытания являются критическим элементом успешной операции расширения глины. Исследования показали, что идеальные параметры процесса уникальны для типа обрабатываемой глины.
Тестирование образцов глины в серийном масштабе для сбора исходных данных процесса является первым шагом в успешной программе тестирования. Данные, собранные во время серийного тестирования, затем можно использовать для масштабирования тестирования до непрерывных пилотных запусков.Тестирование также может быть использовано для поиска баланса между идеальными параметрами процесса и тем, что является экономически целесообразным.
Инновационный центр FEECO предлагает различные испытательные печи для проведения как периодических, так и пилотных испытаний. Печи могут быть оснащены различным вспомогательным оборудованием для моделирования различных условий коммерческой эксплуатации.
Испытания различных методов агломерации также могут быть объединены для получения идеальных характеристик гранул для рассматриваемого уникального источника глины.
Печь периодического действия, используемая для испытаний в инновационном центре FEECO
Система автоматизации инновационного центра собирает широкий спектр данных, которые можно отслеживать и анализировать в режиме реального времени для непревзойденной прозрачности процесса. Сюда входят точки данных, такие как скорость подачи и продукта, соответствующие показания температуры, давления в системе, отбор проб и анализ газа и многое другое.
Заключение
Керамзитовый керамзит — полезный материал в строительной индустрии, находит применение в садоводстве и водоочистке.Вращающиеся печи — это предпочтительное устройство для переработки глиняных агломератов в керамзит.
Возможность оптимизации параметров процесса для производства продукта из керамзита высшего качества имеет решающее значение для успеха операции. FEECO предлагает обширные возможности тестирования для тех, кто находится на этапах процесса и разработки продукта. Затем мы используем данные, собранные во время испытаний, для проектирования и производства на заказ коммерческих вращающихся печей высочайшего качества. Для получения дополнительной информации о наших возможностях в отношении керамзитовых заполнителей свяжитесь с нами сегодня!
Линия по производству легкого вспененного глиняного агрегата (LECA)
Что такое легкий керамзитовый заполнитель (LECA)?
Определение : свет
заполнитель керамзита или заполнитель керамзита (LECA или ECA), также называемый керамическим
окатыши — один из самых популярных легких заполнителей, получаемых путем спекания глины.
во вращающейся печи примерно до 1200 ° C.
Вращающаяся печь для спекания глины
Сырье и применение : существуют различные типы легкого керамзитового заполнителя,
и основными материалами являются глина, сланец, сланец, угольный порошок, хвосты и т. д.
LECA в основном применяется в строительстве,
внутренняя отделка, сельское хозяйство, садоводство, садоводство, детская площадка, гидропоника,
и т.п.
| Оценка (мм) | Плотность (кг / м 3 ) | Приложения |
| 0-4 | ≤710 | Легкий бетон, легкий кирпич, сборная плита, легкая плитка, система очистки воды, сельское хозяйство |
| 4-10 | ≤480 | Легкий бетон, легкая плитка, сборные конструкции плита, аквакультура, шумозащитный барьер |
| 10-20 | ≤380 | Легкий бетон, канализация, садоводство, дренажная система |
| 0-25 | ≤430 | Отделка пола, светлая набивка, дорога строительство, аквакультура |
Перспектива разработки керамзита легкого керамзита
Современный легкий керамзитовый заполнитель
рыночные данные показывают, что рынок LECA изменил свое направление с
традиционная строительная техника для изготовления изделий и садоводства
Обслуживание.
Перспектива развития LECA
Материалы для производства из традиционных материалов
такие как глина и сланец были заменены остатками промышленных отходов и илом
и тенденция развития машин превратилась в крупномасштабные и
автоматизация.
В связи с тенденцией глобализации защиты окружающей среды,
ресурсосберегающая экономика и устойчивая промышленность будут активно
продвигаются в разных странах и регионах.
В будущем, сосредоточив внимание на
экономического развития, поставщики LECA должны обратить внимание на сокращение
загрязнение и растрата ресурсов для обеспечения быстрого и стабильного развития
производственные линии.
Технологии производства LECA
Обычно существует два типа LECA.
Технология изготовления: спекание и спекание-вспучивание. Различия
между ними находится в процессе спекания-расширяется, агрегат расширяется на
больший объем.
Производительность LECA при спекании
Агломерационная машина для процесса спекания LECA
- Прочность на сжатие : на сжатие
прочность агломерата относительно высокая, достигая 3,0-7,0 МПа,
а прочность на сжатие высокоспеченных агрегатов может достигать 25-40 МПа. - Density : плотность спеченного
заполнитель крупнее, обычно больше 600 кг / м3, даже некоторые
из которых более 900 кг / м3. - Водопоглощение : водопоглощение
обычного спеченного заполнителя немного выше, чем у спеченного вспененного материала.
продукт, а высокопрочные изделия аналогичны спеченному вспененному продукту. - Устойчивость к карбонизации : спеченный
заполнитель обладает высокой устойчивостью к карбонизации, поэтому его прочность на сжатие
не уменьшится даже под действием углекислого газа.
Характеристики LECA при спекании-расширении
Вращающаяся печь для агломерационного процесса LECA
- Прочность на сжатие : на сжатие
прочность агломерированного вспененного заполнителя обычно ниже 2,0 МПа, поэтому он
в основном используется для внутренней отделки, такой как шумоизоляция и садоводство. - Теплоизоляционные характеристики : спеченный-вспененный
продукт имеет закрытую микропористую структуру с очень высокой пористостью, что обычно
составляет 48% -70% от общего объема агрегата, что дает только 0.08-0,15 Вт
/(m.k) теплопроводности. - Низкая плотность : в слое много пор
спеченно-вспененный материал, поэтому плотность преимущественно 300-500 кг / м 3 ,
что составляет лишь половину от спеченного заполнителя. Однако у него есть
значительное преимущество в легкой производительности, поэтому его также можно использовать для различных
декоративная промышленность и строительство с более низкими требованиями к плотности в строительстве
материалы. - Превосходное звукопоглощение и изоляция :
среди всех видов агрегатов звукопоглощающие и изоляционные характеристики
из спеченно-вспененного заполнителя является наиболее выдающимся.
Когда звук проходит через материал,
большое количество звуковых волн поглощается его порами, что уменьшает распространение
звука.
Для разных процессов требуется разное оборудование.
Агломерационная машина обычно используется в процессе спекания, в то время как роторная
Печь используется в процессе спекания с расширением.
По сравнению с агломашиной роторный
печь более эффективна и экологична, поэтому
предпочтительное оборудование для поставщиков LECA.
Производственная линия LECA и основные машины
Производство LECA в целом
требует семи шагов: дробление, смешивание, измельчение, гранулирование, спекание,
охлаждение и просеивание.
Производственная линия LECA
Основное оборудование на производстве LECA
линия включает в себя щековую дробильную машину, смесительную машину, шаровую мельницу, гранулятор,
роторная сушилка, троммельный экран, вращающаяся печь, охлаждающая машина.
Щековая дробилка — первичное дробление
Щековая дробилка — это основная машина, которая
применяется для крупного, среднего и тонкого измельчения различных руд и горных пород с
комплексная прочность от 147 до 245 МПа и превращает их в небольшие
куски 10-350 мм.
Зубодробилка, мордоворот
Преимущества : В последние годы FTM
специально разработанная мощная щековая дробилка для нужд дробления
высокопрочный и высокотвердый микроуглеродистый феррохром в металлургии,
горнодобывающая, строительная и другие отрасли промышленности.
Шаровая мельница — дальнейшее измельчение
Шаровая мельница — ключевое оборудование для измельчения
материал после измельчения. Шаровая мельница широко используется в производстве цемента,
силикатные изделия, новые строительные материалы, огнеупорные материалы, удобрения,
шлифовка черных и цветных металлов и стеклокерамика, сухое или мокрое шлифование
различных руд и других измельчаемых материалов.
Шаровая мельница
Преимущества : Энергосбережение, гибкий дизайн
разгрузочной части, большой порт подачи, высокая эффективность измельчения, хорошая
качество футеровки и закрытая система для уменьшения запыленности.
Дисковая грануляционная машина — контроль размера частиц
Диск — это ключевая машина, определяющая
частицы керамзитового заполнителя.
Диск гранулирования имеет общую круглую форму.
структура дуги, а степень грануляции может достигать 93% и более. Гранулирование
лоток имеет три выпускных отверстия, которые облегчают прерывистое производство
операций, значительно снижая трудоемкость и повышая эффективность труда.
Дисковая грануляционная машина
Преимущества : Высокая скорость образования шариков, большие
округлая прочность частиц, интуитивное управление и простота обслуживания.
Сушилка — удаление воды из LECA
Сушилка в основном используется для сушки определенных
влажность или крупность материалов переработки минерального сырья, строительных материалов,
металлургия и химическая промышленность, а работа оборудования проста и
надежный.
Сушилка
Adv anta ges : длительный срок службы деталей, износостойкость,
высокая прочность на сушку, высокая эффективность, простота в эксплуатации, экологичность
защита и энергосбережение, усовершенствованная структура и сильная сушильная способность.
Барабанный грохот — отделяющий неквалифицированный LECA
Барабанный сетчатый фильтр часто используется для измельчения
порошкообразных материалов, который имеет хороший просеивающий эффект и стабильную работу
и он производит низкий уровень шума во время рабочего процесса.
Барабанный экран
Преимущества : Оборудование имеет
диапазон применения, а также его можно настроить. Имеет низкий уровень шума, высокий
эффективность и защита окружающей среды, усовершенствованная система смазки, долгая
срок службы, малый угол наклона установки и хороший экранирующий эффект.
Вращающаяся печь — спекание LECA
Вращающаяся печь — самая необходимая машина и
играет важную роль в процессе спекания, что определяет производительность
LECA.
Вращающаяся печь
Преимущества : Осевое перемещение
цилиндр регулируемый, скорость гибкая, установка и
обслуживание удобное, а герметичность хорошая.
Кулер — быстрое охлаждение LECA
Одноцилиндровый охладитель является одним из
важное оборудование в системе вращающейся печи. Клинкер из вращающейся печи
(1000-1200 ° C) полностью обменивается с воздухом через вращающийся цилиндр.
лента для охлаждения материала до температуры ниже 200 ° C, в то же время улучшения клинкера
качество и шлифуемость.
Кулер
Преимущества : Высокая тепловая эффективность, высокая
качество клинкера, быстрое охлаждение и повышенная производительность.
Спецификация производственной линии LECA (для
только для справки)
- 01 тип : 0,45-0,9 мм (20-40 меш) Высокая прочность при средней плотности
- 02 тип : 0,9-1,25 мм (16-20 меш) Высокая прочность при средней плотности
- 03 тип : 1.0-1,70 мм (12-18 меш) Высокая прочность при средней плотности
- 04 тип : 0,224-0,65 мм (40-60 меш) Высокая прочность при средней плотности
Производитель оборудования LECA рекомендовано — FTM
Fote Mining Machinery (FTM), расположенная в
Хэнань — один из самых известных поставщиков горнодобывающего оборудования, который стремится
для производства горных машин из экологически чистых строительных материалов и обеспечивает
интеллектуальные продукты для горнодобывающей промышленности и передовые решения.
Обладая более чем 30-летним опытом, FTM
добился замечательных результатов в производственной линии LECA за счет непрерывного
разведка и исследования.
FTM — профессиональный поставщик
машины и оборудование для легкого керамзитового заполнителя, а также все оборудование
имеет высокое качество и весомые преимущества, а также очень разумные цены.
Одним словом, Fote Mining Machinery — хороший
выбор поставщиков LECA для выбора легкого керамзитового заполнителя
производители оборудования.Добро пожаловать, чтобы проконсультироваться с нами, если у вас есть какие-либо требования
о производственной линии LECA.
(PDF) Производство керамзитового заполнителя для легкого бетона из несамораскрывающихся глин
… Спектр источников чрезвычайно разнообразен: многие исследования касались летучей золы угля, остатков сточных вод и отложений, извлеченных из гаваней и воды резервуаров, но в качестве сырья было предложено много различных отходов. Таблица 1 Отходы, предлагаемые в литературе для производства LWA.Твердые бытовые отходы (n = 47) Осадок сточных вод 21 Зола уноса мусоросжигательных заводов 11 [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] [38] Зола сточных вод » 7 [10,24,39,40, [41] [42] [43] Обработка воды 7 [44] [45] [46] [47] [48] [49] [50] Остатки горных работ и карьеров (n = 47) Поделочные камни 8 [47,48, [51] [52] [53] [54] [55] [56] Камни, богатые цеолитами 13 [52,53, [57] [58] [59] [60]] [61] [62] [63] [64] [65] [66] [67] Природные агрегаты 10 [16,20,21, [68] [69] [70] [71] [72] [73] [ 74] [75] Отходы глинистых материалов 9 [16,20,21,67, [76] [77] [78] [79] [80] Обогащение руды 8 [23,31, [81] [82] [ 83] [84] [85] [86] Прочие породы 6 [64,65, [87] [88] [89] [90] Остатки угольных электростанций (n = 35) Летучая зола 26 [15,23, [70] ] [71] [72] [73] [91] [92] [93] [94] [95] [96] [97] [98] [99] [100] [101] [102] [103] [ 104] [105] [106] [107] [108] [109] [110] Зола, шлак 13 [97,98,101,102,108, [111] [112] [113] [114] [115] [116] [117] ] [118] Промышленность по переработке минералов (n = 20) Натриевое стекло 13 [18,23,25,36,55,103,105,115, [119] [120] [121] [122] [123] Полировка керамической плитки 5 [23, 52,53,105,124] Прочие c керамика и стекло 4 [23,121,125,126] Прочие шламы 4 [54,55,105,127] Дноуглубительные работы (n = 24) Водохранилища 16 [18,26,32,34,36,118, [128] [129] [130] [131] [132] ] [133] [134] [135] [136] [137] Порты 9 [123, [138] [139] [140] [141] [142] [143] [144] [145] Металлургическая промышленность »(n = 12) Стальная пыль и шлак 4 [88,96,141,145] Алюминиевый лом 4 [102,122,146,147] Очистка сточных вод 4 [31,81,140,148] Другие источники Загрязнение воздуха 4 [32,143,149,150] Сельское и лесное хозяйство 4 [129, [151] [152] [153] Отработанные катализаторы 3 [56,114,154] Строительство и демонтаж 2 [61,154] для LWA (Таблица 1).Кроме того, остатки использовались по отдельности или в смесях из различных источников отходов. …
LECA Complete Process System, керамзитовый заполнитель, производитель продуктовой линейки LECA, машина для производства leca на продажу
Типы производственных линий LECA
Технические характеристики машины для производства LECA
Корпорация «Строммашина» предлагает различные типы комплексных технологических систем LECA. Наши собственные производственные мощности позволяют нам разрабатывать линейку продукции LECA в точном соответствии с потребностями и спецификациями наших клиентов, а также предоставлять клиентам все необходимые запасные части для станков LECA.
Производственная линейка LECA (легкий наполнитель из вспененной глины)
Принцип работы линейки продуктов LECA
Легкий керамзитовый заполнитель (LECA), также известный как керамзит или даже глина, представляет собой легкий заполнитель, получаемый путем нагревания глины до температуры около 1200 ° C во вращающейся печи. Образовавшиеся газы расширяют глину за счет тысяч маленьких пузырьков, образующихся при нагревании, образуя сотовую структуру. LECA имеет приблизительно круглую форму или форму картофеля из-за кругового движения в печи и доступен в различных размерах и плотности.LECA используется для изготовления изделий из легкого бетона, строительных материалов и для других целей. Легкий керамзит размером 0-20 мм может быть смешан с NHL для использования с бетонными полами в качестве изоляционного основания под первыми этажами или в качестве легкого заполнителя для плит. В больших объемах версия LECA с покрытием толщиной 10-20 мм является свободно дренирующей и обладает отрицательным капиллярным действием, хорошими несущими свойствами и хорошими тепловыми качествами.
Корпорация «Строммашина» предлагает комплексную технологическую систему LECA, включая все этапы производства:
- обработка кормов, дозирование;
- сушка;
- пиропереработка;
- охлаждение;
- Очистка выхлопных газов
- чистовая
Применение машины для производства LECA
Строммашина Корп.поставляет комплексную технологическую систему LECA для промышленной переработки во всех следующих областях: строительство, дорожное строительство, окружающая среда и переработка, агломерация и т. д.
Причины для покупки продуктовой линейки LECA
:
- Высокое качество и надежность (десятилетия бесперебойной работы под брендом Строммашина!)
- Низкая цена (налаженное производство позволяет снизить производственные затраты)
- Простота управления и обслуживания (отсутствие сложных узлов в оборудовании позволяет избежать затрат на привлечение высококвалифицированных специалистов)
Надежное оборудование по доступным ценам!
Получите лучшую цену на линейку продуктов LECA прямо сейчас!
Строммашина предлагает широкий выбор оборудования на экспорт.Наша основная цель — внедрение современного оборудования для эффективной оптимизации и повышения качества продукции. Теперь мы готовы предоставить лучшую цену на машину для производства леки! (чтобы узнать цену, заполните форму )
Почему стоит выбрать «Строммашину» в качестве поставщика продуктовой линейки LECA?
Мы — ведущий производитель и поставщик высококачественного оборудования для горнодобывающей, металлургической, дорожной, строительной и других отраслей промышленности. Мы производим высококачественные шаровые мельницы на заказ с 1942 года.Наши инженерные услуги позволяют разработать новое оборудование и комплексные производственные решения, оптимизировать существующее оборудование и производственные линии, а также превратить побочные продукты технологического процесса в продукты с добавленной стоимостью.
Обладая более чем 70-летним опытом, мы можем найти решение вашей проблемы! Если вы точно знаете, что вам нужно, или вам нужны рекомендации, мы здесь, чтобы помочь.
Сильные стороны Строммашины
- Географическое удобство — Самара — крупный транспортный узел, расположенный в центре Евразии.Железнодорожные подъездные пути являются частью инфраструктуры завода «Строммашина». Доступность речного порта обеспечивает легкое сообщение с Европой и Центральной Азией.
- Шеф-монтаж (комплексный контроль монтажа и ввода в эксплуатацию оборудования и производственных линий)
- Гарантия 1 + год
Есть вопрос или требуется цитата? Пожалуйста, не стесняйтесь обращаться к нам!
Легкий заполнитель из вспененной глины — обзор
7.4.4.1 Технические характеристики
При вторичной переработке алюминия образуется шлак и шлак , оба обычно классифицируемые как опасные отходы, могут происходить через керамические изделия. Свойства побочного продукта алюминиевого шлака обсуждаются в главе 6.
Несмотря на его потенциально опасный характер, высокое содержание глинозема является привлекательным аспектом, способствующим его переработке. В основном изучаются две области повторного использования (Yoshimura et al., 2008): (i) огнеупоры и (ii) композиты (алюминиево-глиноземные композиты).
Легкие керамзитовые заполнители были произведены из природной пластичной глины и отходов переработки алюминиевого лома (ASRW), которые были получены в результате извлечения металлического алюминия из черного шлака с использованием обычного металлургического процесса (Bajare et al., 2012). ASRW содержит нитрид алюминия (AlN — в среднем 5 мас.%), Хлорид алюминия (AlCl 3 — в среднем 3 мас.%), Хлориды калия и натрия (всего 5 мас.%) И сульфит железа (FeSO 3 — на в среднем 1 мас.%). Его средний химический состав приведен в таблице 7.25, а результаты элементного анализа приведены в таблице 7.26.
Таблица 7.25. Средний химический состав отходов переработки алюминиевого лома (мас.%) (Bajare et al., 2012)
| LOI, 1000 ° C | Al 2 O 3 | SiO 2 | CaO | SO 3 | TiO 2 | Na 2 O | K 2 O | MgO | Fe 2 O 3 | 6 Прочие | 621 | 63,19 | 7,92 | 2,57 | 0,36 | 0,53 | 3,84 | 3,81 | 4,43 | 4,54 | & gt; 2,6 |
|---|
Таблица 7.26. Элементный анализ отходов переработки алюминиевого лома (мас.%) (Bajare et al., 2012)
| Al | Si | Ca | Mg | Fe | Na | K | S | Cu | Pb | Zn | |||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 34.4 | 4,4 | 1,32 | 2,44 | 3,60 | 1,69 | 2,31 | 4,23 | 0,07 | 0,99 | 0,14 | 0,6 |
| Алюминиевый шлам | Al 2 O 3 | SiO 2 | Fe 2 O 3 | CaO | SO 3 | Na 2 O | K 2 O | MgO | BaO |
|---|---|---|---|---|---|---|---|---|---|
| 70.9 | 0,78 | 0,31 | 2,06 | 20,2 | 2,95 | 0,03 | 0,97 | 1,20 |
Муллит представляет собой стабильную кристаллическую алюмосиликатную фазу O в алюмосиликатной фазе SiO 2 и способствует высокой прочности, сопротивлению ползучести, химической инертности и термической стабильности керамических материалов (Martins et al., 2004).
Ozturk (2014) применил процесс промывки, фильтрации и сушки анодированного шлама для удаления натрия перед производством муллитовой керамики.Цикл удаления натрия повторяли до полного удаления натрия из ила. Затем порошок без натрия прокаливают при 1400 ° C в течение 1 ч при скорости нагрева 5 ° C / мин для получения порошка с фазой альфа-оксида алюминия (α-Al 2 O 3 ). Полученный порошок α-Al 2 O 3 был смешан (42 мас.%) С каолином, диатомитом и глиной в пропорциях 15, 28 и 15 мас.% Соответственно. Смесь прессовали и спекали при 1450–1550 ° C в течение 1–5 ч (код образца M1).Результаты сравнивают с другой смесью, приготовленной с использованием коммерческого порошка Alcoa α-Al 2 O 3 (код образца M2). В результате работы было обнаружено, что при соответствующей обработке и смешивании с природными минеральными добавками анодирующий шлам может быть использован в производстве керамических материалов на основе муллита (таблица 7.28) (Ozturk, 2014).
Таблица 7.28. Физико-механические свойства спеченных образцов М1 и М2
| Состав | Условия спекания | Прочность на изгиб (МПа) | Плотность (г / см 3 ) | Пористость (%) | Водопоглощение (%) ) | Плотность (%) | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| M1 | 1450 ° C — 1 ч | 53 | 2.02 | 26,1 | 12,88 | 63,9 | |||||||||
| 1500 ° C — 1 ч | 54 | 2,27 | 13,1 | 5,76 | 71,8 | 1 8 2,47 | 0,72 | 0,29 | 78,2 | ||||||
| 1550 ° C — 3 ч | 81 | 2,49 | 0,71 | 0,29 | 78,8 | ||||||||||
| 2.49 | 0,72 | 0,29 | 78,8 | ||||||||||||
| M2 | 1450 ° C — 1 ч | 72 | 2,15 | 0,81 | 0,81 | 70,3 | 70,3 | 2,13 | 1,02 | 1,02 | 68,7 | ||||
| 1550 ° C — 1 ч | 75 | 2,11 | 1,69 | 1,69 | 72 | 2.11 | 1,75 | 1,75 | 66,8 | ||||||
| 1550 ° C — 5 ч | 72 | 2,10 | 6,36 | 2,36 | 66,5 |